
Pokud jde o zakázkové plechové díly a kryty, svařování může vyřešit celou řadu konstrukčních výzev.Proto nabízíme v rámci zakázkové výroby různé svařovací procesy včbodové svařování,švové svařování, koutové svary, zátkové svary a stehové svary.Ale bez nasazení správných metod svařování může být proces svařování tenkých plechů problematický a náchylný k odmítnutí.Tento blogový příspěvek bude diskutovat o tom, proč používámeSvařování metodou Cold Metal Transfer (CMT).oproti konvenčnímu svařování MIG (inertní plyn) nebo svařování TIG (plyn s wolframovou vložkou).
jiné metody svařování
Při svařovacím procesu teplo ze svařovacího hořáku ohřívá obrobek a podávací drát v hořáku, taví je a spojuje dohromady.Když je teplo příliš vysoké, výplň se může roztavit dříve, než se dostane k obrobku, a způsobit stříkání kapek kovu na součást.Jindy může svar rychle zahřát obrobek a způsobit deformaci nebo v nejhorších případech mohou být do vašeho dílu vypáleny otvory.
Nejčastěji používanými druhy svařování jsou svařování MIG a TIG.Oba mají mnohem vyšší tepelný výkon ve srovnání sSvařování metodou Cold Metal Transfer (CMT)..
Podle našich zkušeností není svařování TIG a MIG ideální pro spojování tenkých plechů.V důsledku nadměrného množství tepla dochází zejména u nerezové oceli a hliníku k deformaci a zpětnému tavení.Před zavedením svařování CMT bylo svařování tenkých plechů spíše uměleckou formou než technickým výrobním procesem.
Jak CMT funguje?
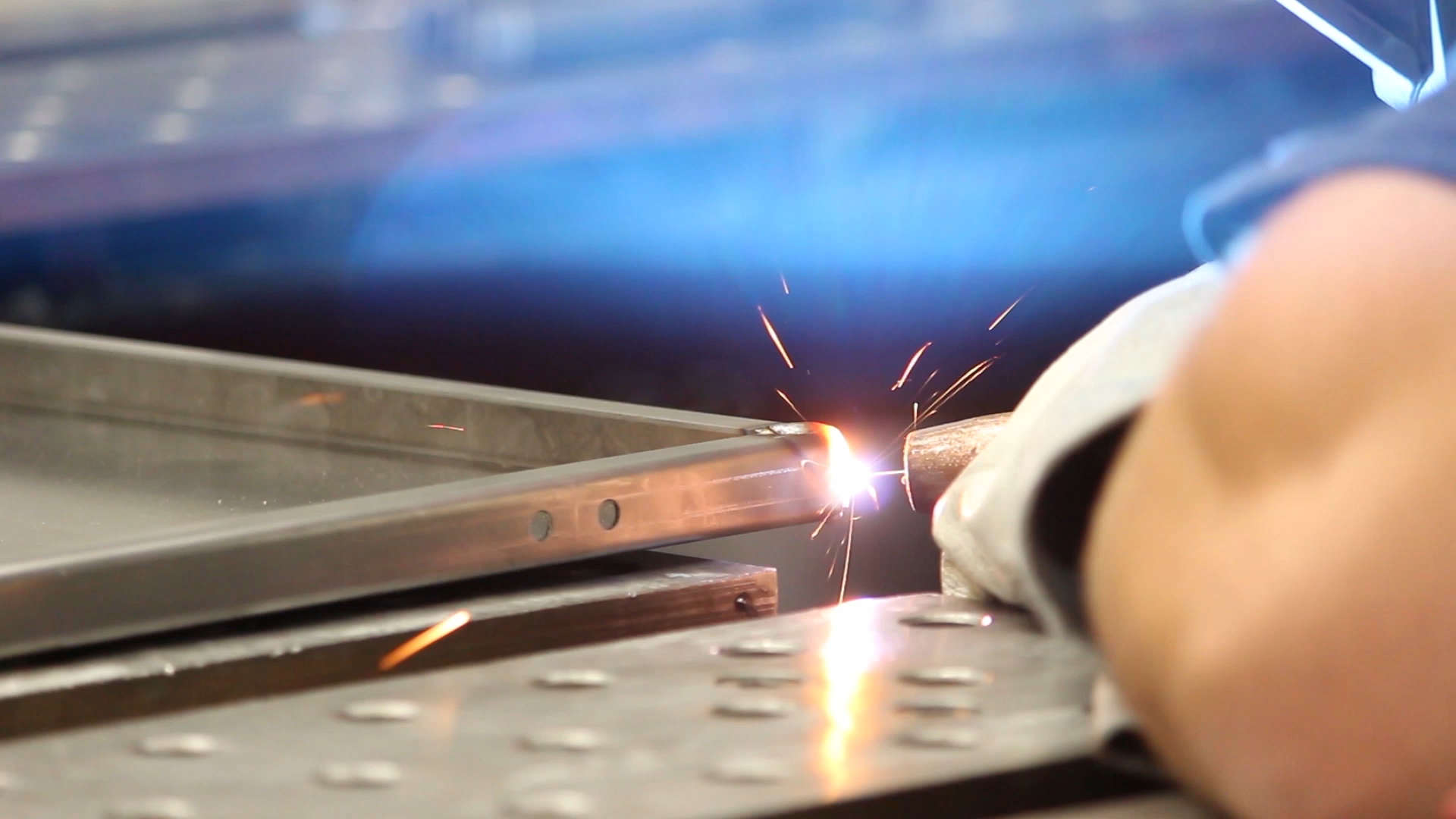
CMT svařování má výjimečně stabilní oblouk.Pulzní oblouk se skládá z fáze základního proudu s nízkým výkonem a fáze pulzního proudu s vysokým výkonem bez zkratů.To vede k tomu, že nevznikají téměř žádné rozstřiky.(Rozstřik jsou kapičky roztaveného materiálu, které se tvoří u svařovacího oblouku nebo v jeho blízkosti.).
Ve fázi pulzujícího proudu se svařovací kapky cíleně oddělují přes přesně dávkovaný proudový pulz.Kvůli tomuto procesu oblouk zavádí teplo pouze po velmi krátkou dobu během fáze hoření oblouku.
 Délka oblouku se detekuje a nastavuje mechanicky.Oblouk zůstává stabilní, bez ohledu na to, jaký je povrch obrobku nebo jak rychle uživatel svařuje.To znamená, že CMT lze použít všude a v každé poloze.
Délka oblouku se detekuje a nastavuje mechanicky.Oblouk zůstává stabilní, bez ohledu na to, jaký je povrch obrobku nebo jak rychle uživatel svařuje.To znamená, že CMT lze použít všude a v každé poloze.Proces CMT fyzicky připomíná svařování MIG.Velký rozdíl je však v posuvu drátu.Spíše než kontinuální pohyb vpřed do svarové lázně, s CMT, je drát zatažen, okamžitě protéká proud.Svařovací drát a ochranný plyn jsou vedeny přes svařovací hořák, elektrické oblouky mezi svařovacím drátem a svařovacím povrchem – to způsobí, že špička svařovacího drátu zkapalní a přiloží se na svařovací povrch.CMT využívá automatickou aktivaci a deaktivaci topného oblouku k systematickému zahřívání a ochlazování svařovacího drátu a přivádění drátu do a z kontaktu s tavnou lázní mnohokrát za sekundu.Protože místo nepřetržitého proudu energie používá pulzující akci,CMT svařování vytváří pouze jednu desetinu tepla než svařování MIG.Toto snížení tepla je největší výhodou CMT, a proto se nazývá přenos kovu za studena.

Rychlý zábavný fakt: Vývojář svařování CMT to ve skutečnosti popisuje jako „horké, studené, horké, studené, horké studené“.
Máte na mysli design?Mluvte s námi
Pokud máte nějaké dotazy ohledně začlenění svařování do vašeho návrhu,dosáhnoutzačít.Protocase dokáže vyrobit vaše vlastní skříně a díly do 2-3 dnů bez minimálních objednávek.Odešlete své jednorázové prototypy v profesionální kvalitě nebo návrhy v malém množství a začněte své projekty ještě dnes.
Čas odeslání: 22. září 2021